Since the mid-1960s, Bally Ribbon Mills has woven straight, tapered, flared, and bifurcated biomedical textiles, always meeting the stringent standards of regulation and market demand. All BRM woven biomedical textile structures possess the following characteristics:
• Controlled permeability/porosity
• Dimensional stability
• Low elongation (unlike knitted products)
• High tensile strength in both directions
• High burst strength
• High suture retention strength
• High abrasion and friction resistance
The FDA classifies medical devices as Class I, Class II, and Class III by the risks to the patient and / or the user and the intended use of the device. Those with high risk, classified as Class III, usually sustain or support life, are implanted, or present a potential unreasonable risk of illness or injury. Examples are implantable pace makers, stents, and vascular grafts. Many of these biomedical textile structures’ characteristics are prerequisites for use in implanted applications. Without high abrasion and friction resistance, for example, wear from internal movement could lead to malfunction and failure. Other characteristics deliver particular benefits to particular uses, such as high burst strength for vascular implants.
Of course, medical technology has evolved substantially since BRM’s first graft was woven. Today, BRM offers a range of constructions and fibers to deliver a wide range of characteristics to meet consumer demands.
Loom and Weaving Technology
BRM’s biomedical textile structures are made by weaving. Although BRM operates many different types of looms, all medical products are produced with shuttle looms. These looms use a boat-shaped device to carry filling (horizontal) yarns across the vertical yarns. This technique enables BRM to create perfect tubes, bifurcate tubes, tapered or flared tubes, and biomedical structures of special shapes.
Advancements in shuttle loom technology include the incorporation of electronic components and jacquard capabilities (a system of weaving that utilizes a highly versatile pattern mechanism to permit the production of large, intricate designs and shapes). Recently, BRM has updated its biomedical weaving capabilities with an automated shuttle loom with multiple shuttles. With this capacity BRM experts can make bifurcate grafts without any hole at the crotch and use more than one filling if needed in the same graft. BRM’s design teams have the necessary backgrounds and experience to skillfully design, engineer, and develop biomedical structures as per customer needs and performance criteria.
Yarn and Material Technologies
Absorbability is key for some biomedical structure applications, but for others non-absorbability is just as critical. Fiber material is the primary factor determining this and other capabilities.
BRM has the experience to manufacture biomedical structures with monofilament, multifilaments, hybrid fiber (that include more than one type of fiber), and metallic wire designs.
In the ‘80s and ‘90s, heavier denier polyester such as 70 denier was the industry standard. Now, many customers require the use of finer denier polyester because it is comparatively easy to deploy grafts made of fine denier fibers by catheterization. BRM has the experience, expertise, and equipment to weave the finest fibers, including 10 denier polyester.
The BRM Clean Room
All Class III medical devices must be manufactured in a tightly-controlled clean room environment due to risks associated with such devices. At BRM, all medical products are manufactured in a Class 8 certified clean room, including all aspects of weaving from making a beam and making a quill. BRM’s quality control professionals also conduct in-process and final inspections inside the clean room. With this manufacturing environment and our rigorous quality control processes, BRM is ISO 13485 certified for the design and manufacture of textile components for medical devices.
Utilizing 3-D woven composite structures in place of traditional metal or 2-D laminated composites can provide cost savings through both the manufacturing process and a product’s operational lifetime.
In this blog, we’ll answer some basic questions about the emerging technology – and why it’s useful for a wide variety of applications
What allows 3-D weaving to produce strong, complex, single-piece structures?
Most fabrics are woven in two dimensions – the X axis (length) and the Y axis (width). But 3-D woven fabrics include weaving through the thickness, or the Z axis. By contrast, 2-D composites include a number of different layers of materials artificially bonded together. These layers can come apart from each other, or delaminate. A 3-D weaving produces near-net-shape composite structures that are fully interconnected by their yarn. This ensures they retain strength and reliability.
What are some of the benefits of 3-D woven composites?
In addition to the elimination of delamination, the technology’s key benefits include:
weight reduction
reduced crack risk
lower production time
cost reduction.
Lightweight
3-D woven composites are dramatically lighter than metal structures. This is particularly relevant to the aerospace industry. Every pound of weight saved from an aircraft is estimated to save the aircraft’s operator roughly $1 million in operating expenses, primarily fuel, over that aircraft’s lifetime. Smart utilization of 3-D woven composite structures in aircraft design can reduce the weight of an aircraft by up to 30 percent, resulting in considerable operational cost savings.
Low crack risk
Due to curvature limitations in the layers, many 2-D shapes have considerable gaps in joints and intersections. These spaces and pockets are often filled with resin, which can crack. 3-D woven composites, even in complex shapes, have no empty pockets. This is because their structural integrity extends along all three axes. Crack rates are therefore far lower.
Quick production
2-D composite production entails a long plying process. By contrast, 3-D weaving of composite structures is simpler, faster, and more cost efficient. The difference in a 3-D loom is that weft and warp yarns are not only woven together on one plane, but one plane is woven together with the next. Aside from designing a 3-D weave, which requires highly skilled design engineers, the 3-D weaving process is fully automated. This automation drastically reduces manufacturing time.
Low cost
Indirect cost savings result from operational cost savings, for example reduced fuel. Plus, 3-D woven composites are stronger, more resilient, and less prone to breakage than 2-D laminated composites. As a result they can be replaced much less often. This reduces replacement and maintenance costs.
What are some uses for 3-D woven structures?
3-D woven composites include orthogonal panels, thermal protection systems, near-net-shape, and complex net shape preforms are used for the aerospace, automotive, construction, military, and safety industries. For example, carbon fiber composites replace traditional titanium components in large aircraft engines to reduce weight, as these composite components are significantly lighter than comparable components in metal.
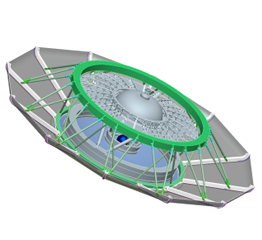
3-D weaving has been particularly successful in advancing aviation heat shield technology. BRM has woven quartz compression pads for NASA’s Orion capsule in order to ensure structural strength during launch and heat resistance during re-entry. NASA’s Heatshield for Extreme Entry Environment Technology (HEEET) program is developing a carbon thermal protection system (TPS) for extreme entries, intended to be capable of surviving the challenging environments of Saturn or Venus.
By Mark Harries
For more information about 3-D woven composites, and how they could improve your design, contact BRM today.
Bally Ribbon Mills has effectively embraced the Six Sigma methodology for improved productivity, efficiency and cost savings which allows us to better serve the needs of our customers
3.4
The central principle of Six Sigma is that data can be used to drive manufacturing to achieve at least six standard deviations between the mean and the nearest specification limit; in other words, to produce no more than 3.4 defects outside of customer specifications in each one million products.
1
Given the highly critical nature of BRM’s products, we deliver quality to meet industry standards including ISO 9001:2015, AS 9100D, and ISO 13485:2016, plus MIL-I-45208 and MIL-Q-9858 for military products. We began experimenting with Six Sigma (6∑) by sending one employee for training. As a direct result, that individual worked on a project that saw a 77% decrease in waste in the production of a single item, and BRM chose to implement the methodology throughout our manufacturing.
30%
After an additional two employees were trained as Six Sigma Black Belts, the company saw a 30% reduction in overall waste during the first two years of the program. We then decided to expand the program with training for additional team members, allowing us to distribute trained individuals across functional areas and industry focuses, so that the quality assurance (QA) program has both a broader impact across the company and a more targeted impact within individual sectors. Currently, BRM is training and adding more certified persons each year to the program.
92%
The greatest impact of implementing 6∑ methodology has been the improvements in data collection and analysis. Using 6∑ statistical tools and methodology, our well-trained QA team can use the same data that most manufacturing facilities already collect and get to a better confidence level, lower material use, less waste, lower lead times, and reduced overproduction compared with other QA methodologies. Now, the QA teams work alongside the design and manufacturing teams to design new machine setups and more precise production from the very beginning. One project has reduced rejections by 80%, and another reduced the internal rejection rate by 92%.
Customer Impact
The 6∑ methodology had provided both BRM and our customers with better tools to work together while using the same language for goals and the process of achieving them. Customers are now able to discuss product developments via electronic communications, as our experts work on product development and quality management.
Additionally, the 6∑ QA efforts have reduced cost for customers due to greater manufacturing efficiency and greater confidence in tolerances such as thickness, weight, and tensile strength. 6∑ methodology has also enabled some BRM customers to achieve tighter tolerances for materials and design. BRM customers can have greater confidence in the products they receive from initial production runs, and can thus design their final products to be closer to their ultimate goals.
To learn more about BRM’s quality assurance and how it can benefit your product, contact us.
“I think some of the NASA approach and mindset started to rub off on us, and we started to push what we could do even further into other projects.”
—
Bally Ribbon Mills’ Mark Harries recently spoke at NASA’s Ames Research Center in celebration of the Heatshield for Extreme Entry Environment Technology team of NASA and BRM scientists and their exceptional accomplishments over the last ten years. His remarks offer a helpful lens for understanding BRM’s dedication to innovation:
“The first meeting I ever attended with [NASA Ames Research Center engineer] Raj Venkatapathy and the Ames group was in 2010. I remember this meeting well, and tried to think about why this meeting stood out in my mind—I had been to many customer visits and sales calls—and I finally figured out what made this one so special. It was the extraordinary level of excitement and energy surrounding the whole meeting. From beginning to end, our engineers and the NASA engineers exchanged ideas. We realized, even at that early stage, that we had both found a great partner. The Ames group was excited because of our capabilities and past experience with complex highly technical weaving, and we were excited to embark on developing new technologies and ideas that had never been developed before, including finished parts, weaving techniques, and a new loom.
That first meeting went well, and honestly, the meetings kept going well. Here we are almost ten years later celebrating the HEEET program. And what an exciting 10 years it has been. We’ve learned a great deal about woven thermal protection systems (TPS) since the start.
There has been a lot of learning. We had made panels and 3D weaves before, and I think that’s what generated the initial interest in our company, but what the Ames group was asking for with the HEEET program went above and beyond anything else in our experience to that time.
The scale of everything was bigger than anything we had attempted up until that point. The loom was bigger. The amount of yarn and number of ends (or yarn per inch of material) was incredible. For example, the first iteration had a total of 25,000 ends to weave and interconnect and keep consistent tensions with. So, the loom needed to be specially designed to handle the complex and dense material. The loom is one of a kind in the world. And because science doesn’t stop at just good enough… we got even more complex. On the most current revision of HEEET, we weave 36,000 ends. It has two main parts, one for recession and the other for insulation and protection. On both sides, NASA and the Bally Ribbon Mills teams tackled each hurdle and ultimately were successful.
There were ups and downs and some big challenges. And we are so happy that we tackled those problems. After each issue, whether related to yarn, machinery and equipment, or programming, we learned and catalogued and anticipated the next course of action. I think some of the NASA approach and mindset started to rub off on us, and we started to push what we could do even further into other projects. For me, as a small business owner, this is the most valuable result of our partnership with NASA. We pushed ourselves. We made things that we would have never been able to otherwise and as a result of that partnership, we are seeing great returns on that investment, because these products aren’t just useful for one application. There are commercial and government entities buying products as a direct result of our work and the advancement of our capabilities.
Our history with NASA is a long one. We’ve made parts for many missions including webbing for the deceleration systems on the mars rovers. When [Former astronaut and NASA Administrator] Charlie Bolden was at BRM in 2015, he gave us a terrific tag line: “the path to Mars goes through Bally, Pennsylvania.” And with HEEET, we want it to come back again too with the Mars Sample Return Mission!”
For more information about BRM’s work on the NASA HEEET Program, click here.
JEC World is a worldwide composites community with a networking hub of creativity, vision and action. The world of composites is dynamic, young and quickly growing into a vast range of markets, applications and technologies. At the forthcoming JEC World 2019 show Bally Ribbon Mills will showcase its 3D weaving capabilities for 3D woven joints, woven thermal protection systems and advanced woven composite 3D structures. In an article in Inside Composites you can read more about BRM showcasing at the JEC World show 2019.
Weaving is a textile production method that uses a loom to interlace two sets of yarn at right angles. To create fabric, the lateral yarn, called the weft, repeatedly crosses with the longitudinal yarn, referred to as the warp, which is held taught by the loom.
The process of weaving can be summarized in three steps:
Shedding — The warp ends are separated to clear a space for a pick
Picking — The pick inserts the weft through the shed
Beating — The reed pushes the weft up against the fell of the cloth completing one weave cycle
Although the basic weaving process is the same, the specific method in which the yarn is interlaced and propelled through the shed can change the characteristics of the finished fabric. Popular methods of weaving include the use of:
Shuttle loom
Shuttleless loom
Jacquard loom
Shuttle Loom
This conventional loom type – which includes hand looms, non-automatic power looms, and automatic weaving machines – interlaces the weft and warp yarn using a shuttle (usually made of wood). This method can manufacture seamless fabrics and tubular materials, making it suitable for critical applications requiring uniformity. It is slower than shuttleless looms.
Shuttleless Loom
This is a loom type which includes needle looms, rapier looms, and water/air jet looms. Its highly efficient operation increases production capacities while reducing large run labor costs. Needle loom models produce material with one woven edge and one knitted edge.
Jacquard Loom
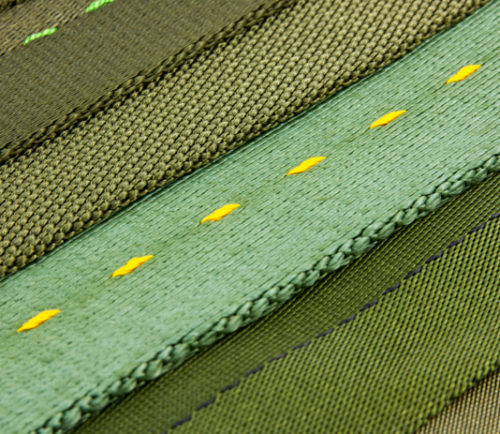
A jacquard loom is a mechanical loom that simplifies the manufacture of complex patterns. Originally controlled by a sequence of hole-punched cards laced together, these looms now operate under CAD systems. They can be labor-intensive to set up initially. Jacquard weaving is a durable, high quality alternative to printed webbing, capable of producing a variety of weaves, designs, and logos from a single warp.
About Bally Ribbon Mills
Bally Ribbon Mills (BRM) is capable of each of these weaving methods, as well as specialty broadcloth, utilized for R&D and special projects with the ability to weave up to 72” widths. In addition to our diverse offering of weaving technologies, BRM provides a host of secondary processes such as dyeing, finishing, strap cutting, hole punching, and sonic welding.
At Bally Ribbon Mills (BRM), we design, develop, and manufacture high quality engineered webbing, tape, and narrow fabric. While our products’ applications vary across a range of industries, we focus particularly on the technology needed to manufacture specialized webbing for critical use applications.
We are proud of the role our critical use products have played in the aerospace industry, as well as our trusted partnership with NASA on recent projects. Last year, NASA Administrator Charles Bolden visited our facility to support our work on a new space mission technology, declaring, “From this day on, the path to Mars goes through Bally, Pennsylvania.”
In order to enhance our product capabilities to meet NASA’s needs, we have been implementing innovative weaving technologies using high strength fibers such as Kevlar®, Technora®, and Vectran® to develop complex webbing for aerospace products.
These lightweight materials comprise 3-D woven fabrics and multifunctional thermal protection system (TPS) padding for NASA directed commercial sector space vehicles. Our TPS padding was selected as the critical component of the heat shield on the Orion Crew Capsule, which helps protect against the extreme temperatures of atmospheric re-entry during missions to the moon, asteroids, or Mars.
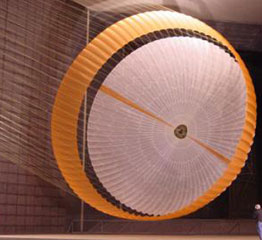
We provide customers with robust complex materials optimized for the low pack volume and high energy absorption that critical use applications demand. Our advanced launch and recovery decelerator webbing has been key to the successful design of space rocket launch vehicles and capsule recovery programs. We also design T, X, and Pi shaped webbing for lighter-than-air inflatable airships, surveillance aerostats, and NASA directed commercial sector space vehicles (COTS).
Our high performance webbing has appeared in a variety of other aerospace, space, and commercial applications such as parachutes, flight suits, seat belts, seat construction, cargo netting reinforcement tapes, and crew safety components. We ensure that all of our products pass strict Mil-Spec, PIA-Spec, and Department of Defense Berry Amendment requirements for the procurement of fabrics and textiles.
BRM was proud to be featured as a Phase II Company in NASA’s highly competitive Small Business Innovation Research (SBIR) program for our four year support of the Orion project, as well as our current work for an upcoming EM-1 mission. We are grateful for NASA’s commitment to integrating small businesses into its contractor base, and we are dedicated to leveraging our unique strengths to help pioneer the future of space exploration.
Want to Learn More?
Since 1923, Bally Ribbon Mills has been a leader in the design, development, and manufacture of 2-D and 3-D specialty webbing. Our custom engineering and diverse weaving technologies enable us to provide advanced products for both commercial and critical use applications.
To learn more about how 3-D woven composites outperform their metallic counterparts to support critical use applications, download our eBook The Benefits of 3-D Woven Composites.
Webbing is a strong woven fabric distinguishable by its assorted material compositions, strength differences, and widths. Appearing across a broad range of applications and industries, this strong material can be found in military gear (Mil-Spec), hiking and camping gear such as harnesses, and automotive safety features like seatbelts.
Once made of natural fibers such as cotton or flax, modern webbing is now usually made of fibers including strands of nylon or polyester woven on a loom to create flat strips. For extreme applications, it’s even available in high-strength materials such as Dyneema® and Kevlar®.
Types and Properties of Webbing
There are two basic types, identifiable by their shape and distinct physical properties:
Flat (or solid) – Fibers solidly woven to create a flat surface.
Properties: Available in different breaking strengths, this style can carry out a number of basic applications. While the flat shape is well suited for applications in which material is sewn directly into a larger product, it can be susceptible to abrasion due to its stiffer nature in comparison to tubular webbing.
Tubular – Generally thicker, this type is known to be more flexible than flat webbing.
Properties: Soft and pliable, this style allows for a variety of uses in comparison to its flat counterpart. It is also less susceptible to wear and tear, and is able to handle dynamic functions, such as holding knots.
Applications
Webbing is an adaptable component that appears in a diverse range of applications. Examples of common industries and specific uses include:
Military – Specialized Mil-Spec and PIA-Spec (Parachute Industry Association) narrow webbing is manufactured as Class 1 (critical use, shuttle loom) or Class 1a (critical use, shuttleless / needle loom) to deliver payloads safely and reliably.
Aerospace – High strength specialty webbing appears in parachutes, flight suits, seat belts, cargo netting reinforcement, and crew safety components.
Safety – Applications such as chin and shoulder straps, lap belts, harnesses, binding tapes, and shock absorbing webbing enables civilian safety.
Commercial – Backpack straps and pet leashes are examples of everyday commercial applications.
About Bally Ribbon Mills
With almost a century of experience designing, developing, and manufacturing, Bally Ribbon Mills can meet all of your webbing needs, from everyday applications to highly-specialized Mil-Spec and PIA-Spec components. Our team works tirelessly to ensure we are an industry leader among specialty textiles.
3-D weaving is a cutting edge process that offers consumers joints and other parts with an optimal blend of strength, durability, and structural integrity.
Ideal for use within the aerospace industry, 3-D woven joints are considerably lighter than traditional metal joints without sacrificing exceptional strength and durability. This, unsurprisingly, results in a great deal of cost savings for the aerospace industry and the businesses involved within it.
Three-dimensional weaving offers a range of benefits for consumers, each of which saves cost and enhances product performance. Employing a 3-D woven composite in lieu of metallic structures will offer consumers a material that is lightweight, stronger than its metallic counterparts, and free of corrosion. In fact, the utilization of three-dimensional structures and fabrics may lead to a 30% reduction in aircraft weight and, subsequently, a reduction in total operational costs spent during an aircraft’s lifetime.
Employing a 3-D woven structure is the simplest and most efficient method of incorporating composite parts into future products. 3-D woven composites are produced near-net shape, meaning the composite requires minimal processing to be installation ready. 2-D laminated composites, on the other hand, require a lengthy and technically challenging lamination process. Cutting out the lengthy processes associated with 2-D composite methods means saving energy, time, and, subsequently, money.
3-D woven composites are completed as one piece — they do not require cutting, plying, or stitching, as 2-D laminated composites do, and require minimal machining. Without multiple layers laminated together, 3-D woven composites cannot become delaminated. The inherent inability of 3-D woven composite structures to delaminate is arguably one their greatest advantages. Design flexibility and the capacity to tailor composite properties to specific applications are also crucial 3-D weaving benefits.
Employment of 3-D woven joint technologies can provide enhancements in damage resistance without sacrificing weight. At Bally Ribbon Mills, our advanced products group has developed the technology to 3-D weave intricate net shapes, including pi (π), “T,” double “T,” “H,” and more.
Bally Ribbon Mills has played an essential role in the design, development, and manufacture of specialized products for a range of industries since 1923. We are committed to providing high quality materials with exemplary efficiency.
Discover how 3-D composites create product consistency in the aerospace industry.
Composite parts are specially engineered components made of two or more polymers with different physical and chemical properties. These compositions make up a broad range of aerospace components, including wings, tails, fuselages, and propellers. Though manufacturers have traditionally fabricated compositions with 2-D laminated composite parts, newer 3-D continuously woven structures are becoming the aerospace trend.
Conventional 2-D compositions can present a number of challenges, including structural delamination and cracking, lack of broad use from one project to the next, high costs, and a significant time investment to create the compositions. To remedy these common 2-D problems, manufacturers are now embracing 3-D woven composites, as an improvement to the traditional 2-D joints and a solution to their associated weaknesses.
2-D compositions typically fail manufacturers in two ways: cracking and delamination. In aerospace applications, repeated cyclic stress and impact causes separation and fraying of the composite layers. Unlike solid metals, compositions are weak and unable to contort to absorb kinetic energy. The inability to adjust to this impact creates fractures in the composition’s surface, known as matrix cracks.
Once a 2-D composite begins to develop small transverse matrix cracks, any additional impact will cause them to extend to neighboring plies with different fiber orientations, thus beginning the delamination process. The initial matrix crack that starts this process is called the critical matrix crack. Once this crack has developed, delamination will continue to spread and damage the other composition joints over time.
The higher damage resistance and greater fracture toughness of 3-D woven composites can reduce the prevalence of – or even entirely eliminate – many of these issues. The interlocking 3-D-woven reinforcement gives composite materials stronger out-of-plane properties to protect from warping and delamination.
In comparison to 2-D compositions, 3-D woven composites offer enhanced performance over 2-D alternatives, and the ability to rapidly produce materials using 3-D weaving compresses lead times and reduces overall labor and tooling costs.
Bally Ribbon Mills (BRM) creates these intricate composites using a 3-D continuous weaving technique. With our experience developing quasi-isotropic technology for the US Air Force Research Lab and recently completing a 3-D woven materials contract for NASA’s space flight applications, we are a trusted supplier on the cutting edge of high performance structural composite parts.









 This conventional loom type – which includes hand looms, non-automatic power looms, and automatic weaving machines – interlaces the weft and warp yarn using a shuttle (usually made of wood). This method can manufacture seamless fabrics and tubular materials, making it suitable for critical applications requiring uniformity. It is slower than shuttleless looms.
This conventional loom type – which includes hand looms, non-automatic power looms, and automatic weaving machines – interlaces the weft and warp yarn using a shuttle (usually made of wood). This method can manufacture seamless fabrics and tubular materials, making it suitable for critical applications requiring uniformity. It is slower than shuttleless looms.